


Где найти заводы роторных буровых коронок в Китае?
2026-01-07
Если честно, сам этот вопрос часто задают с не совсем правильной установкой. Многие сразу лезут на Alibaba, вбивают ?роторная буровая коронка? и думают, что нашли производителя. А на деле — чаще всего перекуп или торговая компания. Настоящий завод, который сам варит сталь, сам делает термообработку и имеет свои чертежи — это другая история. Искать их нужно не там, где все ищут.
Почему ?завод? — это не просто слово на сайте
Мой первый неудачный опыт лет восемь назад как раз об этом. Нашел через знакомых компанию в Хэбэе, обещали полный цикл, собственное литье. Приехал — а там сборочный цех. Заготовки корпусов им привозят из одной провинции, зубчатые венцы (коронки) заказывают в другой, а они просто это всё собирают болтами. Качество? Как повезет с партией сырья. Потом полгода выясняли, почему коронка на граните сыпется после 30 метров. Оказалось, термообработку венца субподрядчик экономил. Вот и весь ?завод?.
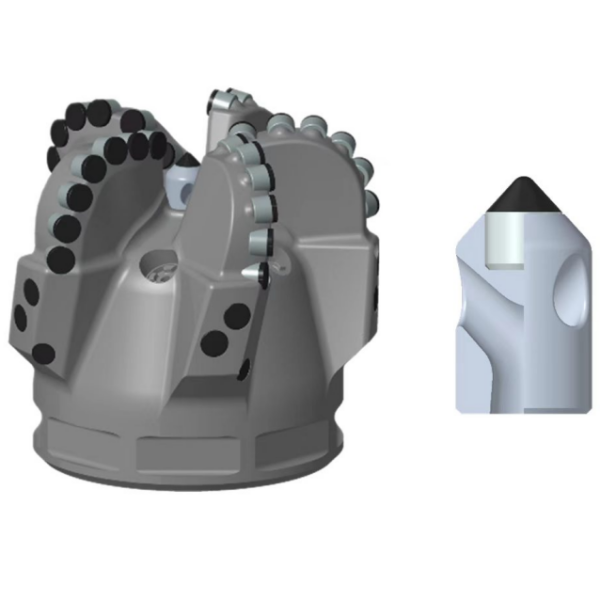
Поэтому теперь для меня первый критерий — технологическая цепочка. Настоящий производитель роторных буровых коронок должен контролировать ключевые этапы: марку стали (часто своя рецептура 35ХМ, 40ХН), ковку или штамповку заготовки, механическую обработку и, самое главное, — закалку и отпуск. Если на сайте или в разговоре менеджер не может внятно объяснить, какую печь используют для закалки и какой температурный режим, это тревожный звонок.
Еще один момент — оснастка и патенты. Не те ?декоративные? патенты на упаковку, а на конструкцию замка, профиль зуба, систему промывки. Это говорит о том, что компания не просто копирует, а разрабатывает. Например, попадались коронки с измененным углом атаки зуба для вязких глин — мелкое, но важное усовершенствование, которое родилось в поле, а не в каталоге.
География имеет значение: не только Чжучжоу
Все сразу думают про Хэнань или Хэбэй — там действительно много металлообработки. Но концентрация — не всегда знак качества. Часто это кустарные кластеры, где все друг у друга заказывают детали. Для серьезных проектов, особенно под сложные грунты (скальные, абразивные), я бы смотрел в сторону Сычуани или Хунани. Там исторически сильна школа машиностроения, есть привязка к горнодобывающим институтам.
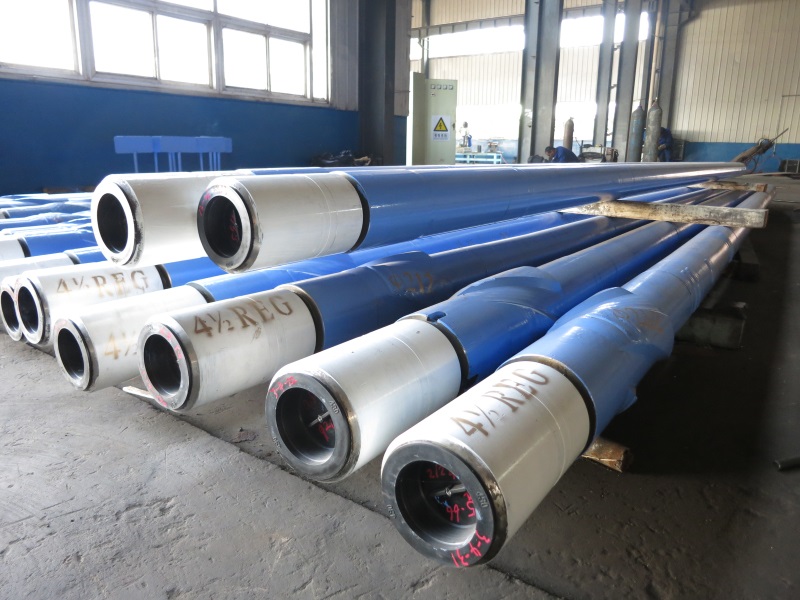
Кстати, про Сычуань. Там, в Чэнду, работает ООО Чэнду Цзитао Машиностроительное оборудование (сайт — jitbit.ru). Наткнулся на них не сразу, лет пять назад, когда искал замену коронкам для установки горизонтального бурения. Компания, основанная в 2011 году, позиционирует себя как производитель, объединяющий проектирование и производство. Их основной профиль — нефтяные стальные буровые головки, что уже говорит о серьезном подходе к материалу и термообработке, ведь нагрузки там колоссальные.
Что мне показалось важным в их истории — собственная проектная команда и патенты на изобретения. Это не гарантия, но фильтр. Когда общался с их технологом, тот подробно расписал, как они подбирают режим отпуска после закалки, чтобы снять внутренние напряжения в металле коронки. Это именно та деталь, о которой не говорят продажники с Alibaba. Их принципы — честность, эффективность, инновации — звучат как шаблон, но долгосрочные партнерские отношения с десятками организаций, которые они упоминают, обычно подтверждаются на практике.
Как искать: от виртуального к реальному
Поиск в русскоязычном сегменте — дело тонкое. Многие настоящие заводы не продвигаются на русский рынок напрямую, а работают через надежных партнеров-экспортеров. Поэтому иногда правильнее искать не ?завод буровых коронок?, а специализированного поставщика бурового оборудования для СНГ, который давно в теме и знает, к кому на заводе обращаться.
Обязательный этап — видео-конференция с демонстрацией цехов. Не красивого промо-ролика, а прямой эфир по видеосвязи, где ты можешь попросить подойти к конкретному станку, показать склад заготовок, печь. Просите показать контроль качества: твердомер, ультразвуковой дефектоскоп. Если отказываются или показывают одно и то же ?постановочное? место — скорее всего, проблема.
Запрос на пробную партию — это тоже тест. Настоящий завод, особенно среднего размера, как тот же Чэнду Цзитао, часто соглашается сделать 1-2 штуки под твои параметры (диаметр, тип замка, твердость на зубьях), но по цене, близкой к серийной. Торговые фирмы либо откажут, либо запросят бешеные деньги за ?нестандарт?. Получив образец, обязательно отдай его на спектральный анализ металла и проверку реальной твердости. У меня был случай, когда по паспорту была сталь 40ХН, а по факту — обычная 45-я с поверхностной закалкой.
На что смотреть в коммуникации и документах
Технический английский (или плохой русский у переводчика) — это норма. Но должны быть подробные каталоги с чертежами, размерами, таблицами рекомендуемых режимов бурения под разные породы. Если присылают только красивый PDF с картинками — это для дилеров, а не для инженеров.
Обращайте внимание на то, как обсуждают твои условия работы. Если ты говоришь про бурение в условиях вечной мерзлоты с ударно-вращательным механизмом, а в ответ получают стандартный каталог — диалог бесполезен. Нормальный производитель начнет уточнять: частоту ударов, тип промывки (воздух, вода, глинистый раствор), примерную абразивность породы. Могут предложить вариант с усиленным зубом или измененным шагом.
И последнее — сертификаты. Китайские ГОСТы или их внутренние стандарты (GB) — это хорошо, но лучше, если есть опыт поставок в страны с жестким контролем: Австралию, Канаду, Европу. Это косвенно говорит о стабильности качества. Компания, которая работает по принципам честности и эффективности, как заявлено на jitbit.ru, обычно готова предоставить такие кейсы, пусть и без указания конкретных клиентов.
Резюме: путь не к первому попавшемуся, а к правильному
Итак, где найти заводы? Не на первой странице поиска. Нужно копать глубже: изучать отраслевые форумы (пусть и старые темы), смотреть, кто реально делает оснастку для известных брендов (OEM-производство), использовать нетворкинг — спросить у поставщиков буровых штанг, у них часто есть проверенные контакты.
Рассматривайте компании с историей от 10 лет, с явным уклоном в проектирование и с собственными испытательными стендами. Такие, как упомянутое ООО Чэнду Цзитао, которое фокусируется на смежной, но технологически сложной продукции — нефтяных головках. Если делают их, то с роторными коронками для геологии или строительства, скорее всего, справятся на хорошем уровне.
Главный вывод — не ищите просто ?завод?. Ищите технологического партнера, который сможет понять вашу задачу и который не боится показать свое производство изнутри. Потому что разница в цене в 15-20% на коронке потом оборачивается разницей в десятки тысяч долларов на простое буровой установки и замене всего инструмента. А переделывать контракт и искать нового поставщика, когда проект уже стартовал — та еще головная боль.



-


-


-


WeChat
