


Где найти PDC-коронки из Китая?
2025-12-31
Вопрос, казалось бы, простой — зайди на Alibaba и выбирай. Но именно тут большинство и спотыкается, гонясь за самой низкой ценой и получая в итоге металлолом, который разваливается на третьей скважине. Поставщиков — тысячи, а вот тех, кто реально понимает, что делает, и чья продукция держит нагрузку — единицы.
Не Alibaba единым: где искать по-настоящему
Да, я тоже начинал с торговых площадок. Первый заказ, помню, был на партию 8.5 коронок для мягких-средних пород. Картинки — идеальные, сертификаты — есть. Пришли. Внешне — нормально. А вот когда в лаборатории посмотрели на структуру спекания матрицы с алмазным слоем… Короче, расслоение начальное уже было видно. Продавец, естественно, ссылался на особенности транспортировки. С тех пор я понял: ключ не в площадке, а в том, чтобы найти производителя, а не перепродавца. Часто у них даже своего магазина на Alibaba нет, или он выглядит скромно.
Как их искать? Через отраслевые каталоги B2B, которые менее популярны у нас, но там сидят именно заводы. Или через рекомендации — спроси у любого крупного буровика, у кого он берет запчасти, и он назовет 2-3 проверенных имени. Еще один путь — следить за отраслевыми выставками в Китае, вроде CIPPE. Списки экспонентов — это готовый список реальных игроков. Там же можно сразу и контакты взять.
Например, наткнулся как-то на сайт ООО Чэнду Цзитао Машиностроительное оборудование (jitbit.ru). Сначала думал — очередной посредник. Но начал копать: компания с 2011 года, заявлено собственное проектирование и производство, акцент на буровые головки. Несколько патентов — это уже серьезный признак. Для меня такие детали — маркер. Не гарантия, конечно, но повод для глубокого запроса. Если у них своя инженерная команда, значит, могут и под специфику что-то адаптировать, а не только типовое гнать.
Что спросить у поставщика, кроме цены?
Цена — это последнее, о чем стоит говорить. Первый диалог должен убить в нем желание тебя обмануть. Сразу задаю технические вопросы, на которые перекупы часто не могут ответить внятно. Например: какая связка используется в матрице? (Часто говорят общую марку, а нужно уточнять — это стандарт от завода-изготовителя порошка или их собственная модификация?). Как контролируется равномерность распределения алмазов по слою? (Если начинают путаться — плохой знак).
Обязательно прошу предоставить отчеты по испытаниям на абразивное бурение конкретно на тех породах, которые мне интересны. Не общие красивые графики, а именно сырые данные: скорость проходки, износ на метр. Если отказываются, ссылаясь на коммерческую тайну, можно попросить данные для условной гранитной плиты или песчаника — это что-то вроде отраслевого теста.
И главное — прошу фото и видео с производства. Не постановочные, а рабочие: цех спекания (печи HPHT), участок лазерной сварки корпуса. Если показывают — уже полдела сделано. У того же Чэнду Цзитао, судя по описанию, должна быть именно такая база — проектирование и производство в одном флаконе. Значит, логично запросить у них именно эти материалы.
Ловушки качества: на что смотреть при приемке
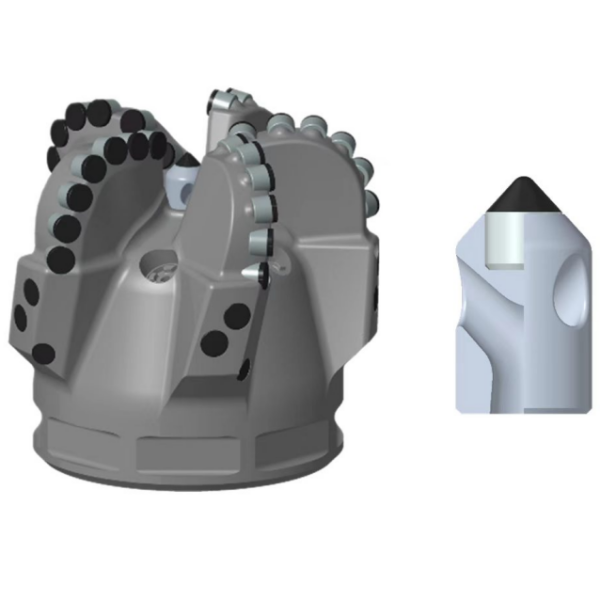
Допустим, нашли поставщика, заказ сделали. Самое интересное начинается при приемке первой тестовой партии. Первое — геометрия. Берешь штангенциркуль и меряешь все посадочные места, диаметры, углы атаки резцов. Разброс более чем на 0.3 мм — уже тревожно. Потом — визуал под лупой. Стык матрицы и корпуса должен быть идеально чистым, без наплывов и зазоров. Сами PDC-резцы — без сколов и микротрещин на грани.
Но самое коварное — это внутренние напряжения в металле корпуса после термообработки. Простой способ — простучать. Звук должен быть чистым, звонким, без дребезжания. Глухой звук может говорить о проблемах. Мы как-то пропустили эту проверку для одной срочной партии — потом на скважине корпус дал трещину не от нагрузки, а просто от вибрации.
И да, никогда не ленитесь сделать пробный запуск на неответственном участке. Даже если все замеры идеальны. Реальная порода — лучший инспектор. Замеряешь вибрацию, нагрев, смотришь на форму стружки. Бывает, что коронка вроде и режет, но стружка мелкая, пылеобразная — значит, резцы затупляются мгновенно, не самоочищаются. Это ошибка в подборе геометрии резца под конкретную породу.
Про логистику и неочевидные расходы
Вот здесь многие просчитываются, когда видят красивую FOB-цену. PDC-коронки — тяжелые и объемные. Доставка морем из Китая — это минимум 35-45 дней. Плюс растаможка. И вот тут ключевой момент: правильное кодирование ТН ВЭД. Если задекларировать просто как буровой инструмент, можно получить одни пошлины, а если как части буровых установок — другие. Нужно заранее с брокером уточнять, исходя из конкретного исполнения. Экономия может быть существенной.
Упаковка — отдельная история. Стандартная заводская упаковка — часто просто деревянный ящик с мягкими прокладками. Для морской перевозки этого мало. Обязательно нужно оговаривать усиленную упаковку, с угловыми защитными вставками и влагозащитой внутри. Один раз сэкономили на этом — получили коррозию на резцах из-за конденсата в контейнере. Теперь пишем это отдельным пунктом в инвойсе.
Имеет смысл работать с поставщиками, у которых есть опыт отгрузок именно в ваш регион. Они уже знают нюансы. Если компания, как ООО Чэнду Цзитао, работает с десятками организаций долгосрочно (как указано в их описании), то, скорее всего, логистику они отстроили. Можно прямо спросить: Поставляли ли вы в [ваш город/регион]? Какой порт выгрузки и брокера рекомендуете?
Стоит ли пытаться заказать кастомный дизайн?
Стоит, но не с первого заказа. Сначала нужно притереться на стандартных моделях, доказать друг другу серьезность намерений. Когда есть доверие, можно обсуждать доработки. Чаще всего это: изменение шага резцов, добавление дополнительных промывочных каналов или изменение формы лабиринта для лучшего очищения забоя.
Здесь важно понимать, что не каждый завод, даже хороший, готов к этому. Нужно именно проектирование, а не просто сборка из готовых узлов. В описании Чэнду Цзитао прямо указано, что у них есть своя проектная команда и патенты — это как раз тот сигнал, что они потенциально могут вести такие работы. Но подготовьтесь: это будет дороже и дольше. И потребует очень детального технического задания (ТЗ) с вашей стороны — не просто хочу, чтобы быстрее бурила, а конкретные параметры пород, данные о буровой установке, желаемые показатели.
Мой опыт: первая кастомная разработка заняла почти 4 месяца от ТЗ до образца. И она оказалась удачной. Но вторая, с другим поставщиком, провалилась — они просто взяли стандартную коронку и кое-как приварили дополнительные резцы, не пересчитав балансировку. Результат — чудовищная вибрация. Так что наличие инженерного отдела у поставщика — не просто строчка в рекламе, а необходимость для нестандартных задач.
Итог: не ищите коронки, ищите партнера
Так что, возвращаясь к заглавному вопросу… Ответ: ищите не на сайтах, а в переписке с инженерами. Ищите не коронки, а компанию, которая готова вникать в ваши условия бурения, делиться реальными данными и нести ответственность. Такие, которые, как ООО Чэнду Цзитао Машиностроительное оборудование, заявляют о принципах честности и инноваций — это хорошо, но это нужно проверять первым тестовым заказом и техническим диалогом.
Цена в итоге складывается не из стоимости железа и алмазов, а из ресурса, который коронка отработает в породе, и из головной боли, которой она тебя избавит. Лучше заплатить на 15-20% дороже, но быть уверенным, что в критический момент на глубине в полтора километра у тебя не разлетится на куски новая дешевая коронка. Поиск — это процесс отсева. Отсеиваешь сотни ярких сайтов, находишь десяток вменяемых, тестируешь двух-трех и, в идеале, остаешься с одним-двумя надежными партнерами на годы. Все остальное — путь в никуда.



-


-


-


WeChat
