


Китайские производители шнековых буровых инструментов с одинаковой толщиной стенок?
2026-01-31
Вопрос из заголовка часто всплывает в переговорах с заказчиками, и он куда глубже, чем кажется. Многие сразу думают о геометрии и допусках, но на деле речь о целой философии производства, где ?одинаковая толщина? — это скорее маркетинговый идеал, чем ежедневная практика в цеху. Давайте разбираться без прикрас.
Миф о ?стенке? и суровая реальность сортамента
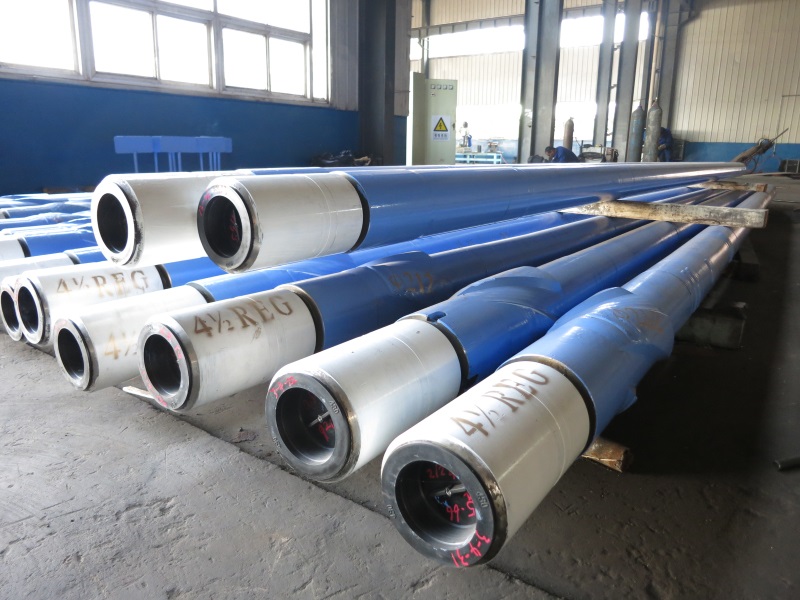
Когда говорят про шнековые буровые инструменты, часто представляют идеальную трубу с безупречно однородной стенкой. Но ключевой момент, который упускают — исходная заготовка. Большинство китайских производителей, особенно в ценовом сегменте, работают со стандартным сортаментом бесшовных или сварных труб. А там толщина стенки — величина нормированная, но с допустимыми отклонениями. И эти отклонения — не брак, а технологическая данность по ГОСТам или GB. Поэтому обещать ?абсолютно одинаковую толщину? на всей длине — это либо наивность, либо сознательное введение в заблуждение.
На практике ?одинаковость? проверяется не на словах, а на контроле критических участков: в зоне сварки шнековой спирали, в местах соединений замков. Бывало, получали партию, где в целом труба в допуске, но под сварным швом спирали из-за термовлияний возникал локальный перепад. Это уже вопрос к техпроцессу конкретного завода. Идеально ровная стенка по всей длине — это удел дорогих калиброванных изделий, а их в буровом инструменте среднего класса почти не встретишь.
Здесь стоит упомянуть ООО Чэнду Цзитао Машиностроительное оборудование (сайт: jitbit.ru). Эта компания, работающая с 2011 года, как раз из тех, кто делает ставку на контроль процесса. Они не просто режут трубу, а имеют собственную проектную команду и патенты. В их случае акцент на ?проектирование и производство? означает, что под конкретные условия могут подбирать или даже специфицировать заготовку с улучшенными допусками. Но это, опять же, вопрос цены и целевого применения их нефтяных стальных буровых головок.
Где толщина стенки действительно решает всё
Абсолютная однородность — не всегда главная цель. Важнее предсказуемость и отсутствие слабых мест. Основной риск — не плавный градиент толщины, а резкие изменения из-за дефектов проката или неудачной термообработки. Например, при закалке участка под замковое соединение могут пойти внутренние напряжения, что в итоге ведёт к микротрещинам. Видел образцы, где ультразвуковой контроль показывал идеальную геометрию, но после первых часов работы в абразивном грунте в ?правильной? стенке открывалась раковина.
Поэтому умные производители говорят не о ?одинаковой толщине?, а о ?гарантированной минимальной толщине? в расчётных сечениях. Это честнее. Инструмент проектируется с учётом износа, и часто стенка делается с небольшим запасом, зная, что по сортаменту будет небольшой ?минус?. Главное, чтобы этот ?минус? не выходил за критическую черту в самом нагруженном месте.
Работая с разными заводами, заметил такую закономерность: те, кто делает акцент на собственном проектировании (как упомянутое Чэнду Цзитао), обычно более откровенны в этих вопросах. Они сразу показывают чертежи с допусками и объясняют, где и почему может быть вариативность. Их принципы ?честности и эффективности? — не просто слова на сайте, а необходимость, ведь их продукция часто работает в сложных условиях, где сюрпризы недопустимы.
Опыт неудачи: когда ?одинаковость? подвела
Приведу случай из практики. Заказали партию штанг для шнеков у нового поставщика, который клялся в совершенной калибровке стенки. Пришли — обмеры вроде в норме. Но на первой же обкатке в плотных суглинках начались поломки не по телу штанги, а именно по сварке наконечника. Разбор показал: чтобы добиться идеальной геометрии трубы, поставщик использовал интенсивную правку валками, что изменило структуру металла на концах, снизив пластичность. Стенка была одинаковой, но металл в ней — нет. Пришлось возвращаться к проверенному производителю с менее гладкой, но более предсказуемой по свойствам трубой.
Контроль качества: что смотреть вместо красивых слов
Итак, как оценить производителя? Спросите не ?одинаковая ли толщина??, а попросите протоколы выборочного контроля по всей длине партии, особенно в зонах сварных швов и замков. Хороший признак — использование ультразвукового контроля не выборочно, а на 100% изделий для ответственных применений. Это дороже, но это фильтр.
Ещё один момент — обработка внутренней поверхности. Часто на неё не обращают внимания, но при бурении с промывкой именно внутренняя стенка подвержена эрозии. Если внутренний диаметр ?гуляет? из-за разной толщины, это влияет на гидравлику. Некоторые производители делают хонингование или калибровку изнутри, что косвенно выравнивает и саму стенку.
Компании, которые, как ООО Чэнду Цзитао, позиционируют себя как проектно-производственные, часто имеют такие возможности в технологической цепочке. Их долгосрочные партнёрские отношения с десятками организаций — обычно следствие не идеальной геометрии, а стабильного соблюдения оговоренных и, что важно, технически обоснованных допусков.
Итог: что значит ?одинаковая толщина? для практика
Вернёмся к исходному вопросу. Для инженера или прораба ?китайские производители шнековых буровых инструментов с одинаковой толщиной стенок? — это не поиск волшебного поставщика, а формулировка технического требования. Требования к тому, чтобы буровой инструмент имел предсказуемую прочность и износостойкость по всей длине, без скрытых дефектов.
Достигается это не магией, а чётким техзаданием, где прописываются не только допуски на толщину, но и методы контроля, и требования к исходной заготовке. Найти производителя, который честно работает в этой парадигме, — уже большая удача. Это те, кто, подобно Чэнду Цзитао, вкладывается в инновации и собственную проектную базу, понимая, что качество — это контроль процесса, а не лозунг.
Так что в следующий раз, услышав вопрос про одинаковую толщину, стоит уточнить: ?Вам важна идеальная геометрия или гарантированная работоспособность в грунте??. Ответ на него и приведёт к правильному выбору поставщика. А искать их стоит среди тех, кто готов показать не только сертификаты на сталь, но и реальные отчёты по контролю своей продукции в деле.



-


-


-


WeChat
