


Кто лучший производитель шнековых буровых инструментов в Китае?
2026-01-26
Если честно, сам вопрос уже содержит ловушку. Искать одного ?лучшего? — это как искать одну идеальную буровую коронку на все грунты. Не бывает. Все упирается в задачи: буришь ли ты под сваи в вечномёрзлых грунтах Якутии или делаешь скважины для геотермальных зондов в мягких суглинках под Москвой. Но за годы работы с китайскими поставщиками, от закупки партий до разбора брака на объекте, некоторые имена и закономерности всё же проступают. Давайте без глянца, по факту.
О чём вообще речь, когда мы говорим ?шнековый бур?
Для многих заказчиков, особенно тех, кто только начинает осваивать импортозамещение, шнек — это просто ?винт?. Купил, прикрутил, крути. А потом на третьей скважине лопасти разворачивает или хвостовик ведёт. Здесь первый водораздел между производителями: одни продают просто металлоизделие, другие — инструмент. Разница в подходе к проектированию, материалу и, что критично, к термообработке.
Вспоминается одна из ранних поставок от никому не известной тогда фабрики. Шнеки выглядели солидно, толщина металла радовала. Но при работе в плотной глине с мелкими валунами стали появляться трещины у основания лопасти — не сварной шов, а именно тело. Оказалось, перекалили сталь, она стала хрупкой. Хороший урок: массивность ≠ надёжность. Нужен баланс твердости и вязкости, особенно для ударно-вращательного бурения.
Поэтому теперь для себя разделяю производителей на три условных эшелона: гиганты с конвейером под все нужды, узкие специалисты под конкретные технологии (например, под CFA) и те, кто позиционирует себя как инженерные компании, готовые к кастомизации. Последние часто интереснее всего.
Где рождается качество: цех против чертежа
Можно иметь красивые каталоги и сертификаты ISO, но если в цехе контроль качества сводится к визуальному осмотру раз в смену, будут косяки. Я видел, как у одного весьма разрекламированного бренда в одной партии шнеки отличались по шагу на пару миллиметров. Для бурильщика это дискомфорт, для производительности — потеря.
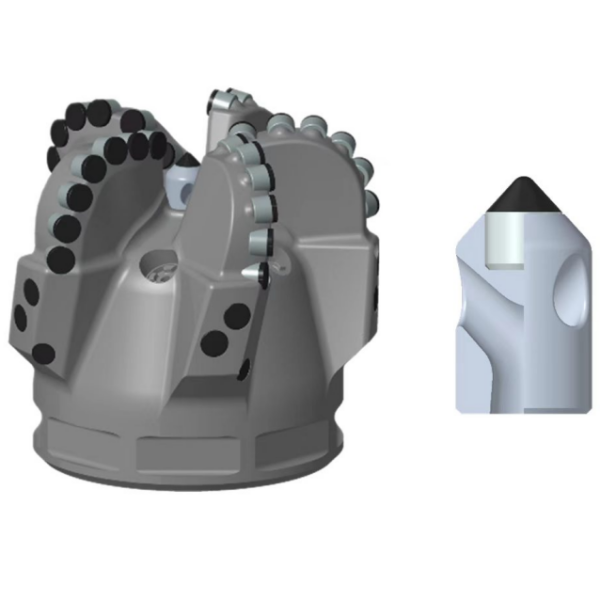
Ключевые точки, на которые стоит смотреть: обработка посадочного места под хвостовик (здесь биения недопустимы), качество и последовательность наплавки твердым сплавом (неравномерный износ режущей кромки убивает всю эффективность) и, опять же, контроль твёрдости. Лучший способ проверить — не только запросить протоколы испытаний, но и попросить видео из цеха, где виден процесс. Отказ или туманные отговорки — плохой знак.
Здесь, кстати, положительно удивила компания ООО Чэнду Цзитао Машиностроительное оборудование (сайт — jitbit.ru). В их случае это не просто торговая фирма, а именно производственная инжиниринговая компания, основанная в 2011 году. У них есть своя проектная команда и патенты. В переписке они сразу ушли в технические детали: спрашивали про преобладающий абразив в грунте, про тип буровой установки и рекомендуемую крутящую нагрузку. Это говорит об инженерном, а не торговом подходе.
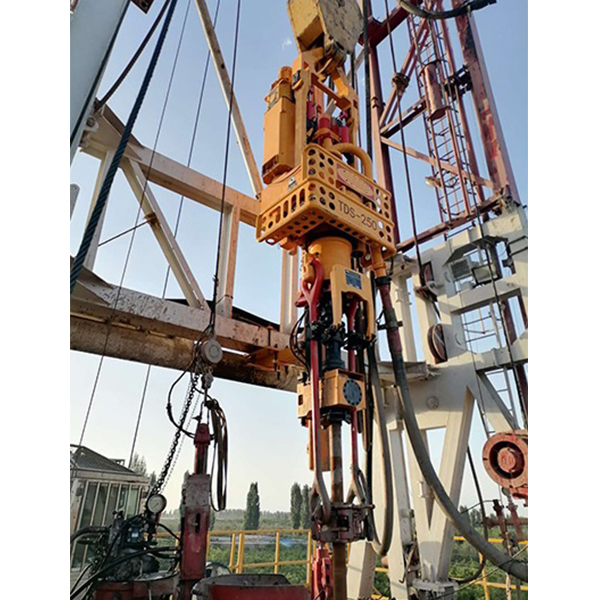
Полевые испытания: история одного контракта
Пару лет назад был проект с большим объёмом бурения под инженерные изыскания. Нужны были шнеки малого диаметра (127 мм), но с усиленным стаканом для работы в обводнённых песках с гравием. Основной поставщик вёл себя почище ?Газпрома? — цены и сроки неподъёмные. Решили рискнуть и заказали пробную партию у двух китайских производителей, одним из которых была как раз Chengdu Jitai.
Что сразу отметили на объекте. У их шнеков была нестандартная, более агрессивная заточка зубьев твёрдого сплава и усиленное ребро по всей длине шнека. Бурильщики сначала ворчали — мол, непривычно. Но через падений скорости проходки стало видно, что в сложном грунте их вариант цепляет лучше, меньше ?проскальзывает?. Второй кандидат показал себя хорошо, но в стандартных условиях. А вот по сварным швам у Jitai вопросов не возникло даже после активной эксплуатации — признак хорошего технологического процесса.
Их кредо, как они сами пишут — честность, эффективность и инновации. На практике это вылилось в то, что они не стали скрывать небольшой дефект в покрытии на одной единице из партии и сразу предложили компенсацию. Мелочь, но для доверия важная.
Не только шнеки: проблема совместимости и логистики
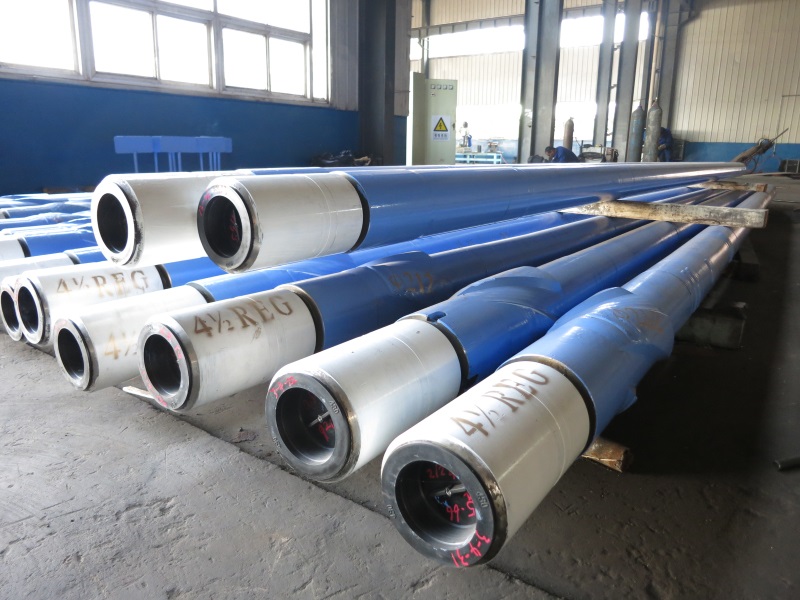
Лучший шнек — бесполезен, если его хвостовик не стыкуется с вашей буровой установкой Bauer, Soilmec или отечественной УРБ. Тут многие крупные китайские заводы грешат тем, что работают по своим внутренним стандартам, а под заказ делают нехотя и с наценкой. Это боль.
Работая с такими компаниями, как упомянутая Jitai, которые изначально ориентированы на проектирование и производство под задачи, этот вопрос решается проще. Они привыкли адаптировать посадочные места и систему креплений. В их ассортименте, кстати, не только шнековые буры, но и буровые головки для нефтянки — это серьёзный знак компетенции в области металлообработки и работы с высокими нагрузками.
Второй момент — логистика и таможня. Крупный завод отгрузит контейнер, а там жди. Меньшие инжиниринговые компании часто более гибкие, могут собрать смешанную партию (шнеки разных диаметров, переходники, замки) в один контейнер, что для среднего подрядчика оптимально. И документы на продукцию готовят чётче, меньше проволочек на границе.
Итоги: так кто же лучший?
Однозначного ответа нет. Для крупного подрядчика, которому нужно 500 штук стандартных шнеков в сезон, лучшим будет большой завод с отлаженным конвейером. Но если вам нужен надежный, кастомизированный инструмент для сложных условий, а не просто ?железо?, то стоит смотреть в сторону именно инжиниринговых производственных компаний.
Таких, как ООО Чэнду Цзитао Машиностроительное оборудование. Они не самые громкие на рынке, но их подход — собственное проектирование, наличие патентов, готовность вникать в задачу и долгосрочные отношения с клиентами (как указано в их описании) — делает их сильным игроком в нише качественных и технологичных решений. Они не лучшие для всех, но могут быть оптимальным выбором для многих.
Главный совет — всегда запрашивайте тестовую единицу. Никакие сертификаты не заменят работы на вашем грунте на вашей машине. Лучший производитель — тот, чей инструмент без сюрпризов отрабатывает свой ресурс в ваших реалиях. Всё остальное — слова.



-


-


-


WeChat
