


Производители Китая: инновации в шнековых инструментах для солевых растворов?
2026-02-08
Когда слышишь про ?китайские инновации? в контексте бурового инструмента, особенно для солевых растворов, у многих сразу возникает скепсис – мол, копируют, да и только. Но, поработав с поставками и адаптацией оборудования для сложных геологических условий, скажу: последние лет пять-семь картина меняется кардинально. Речь не о простом удешевлении, а о реальной переработке классических конструкций под специфические задачи, где коррозия и абразивный износ сводят на нет эффективность стандартных решений. И здесь шнековые инструменты – отличный пример.
От простого копирования к адаптивному проектированию
Раньше да, брали чертежи, делали из доступной стали, и всё. Проблема в том, что солевой раствор – это не просто грязь. Высокая концентрация хлоридов, возможные примеси сероводорода, перепады температур – это убийственный коктейль для металла. Стандартные шнеки из углеродистой стали могли буквально за одну кампанию терять геометрию, витки ?слизывались?. Китайские инженеры, особенно в компаниях, плотно работающих на внутренний рынок (а там свои сложные соленосные бассейны), начали с материала. Не просто стали использовать нержавеющую сталь, а экспериментировать с марками – что-то вроде адаптации 316L, но с добавками, повышающими стойкость к кавитационной эрозии, которая частый спутник работы в насыщенных растворах.
Был у меня опыт лет семь назад с партией шнеков от одного провинциального завода. На бумаге всё отлично: твердость по Бринеллю в норме, геометрия точная. Но в полевых условиях, на месторождении в Туркменистане, где минерализация раствора зашкаливала, они начали ?сыпаться? после 80-90 часов работы. Не по телу, а по сварным швам, соединяющим виток с трубой. Оказалось, при сварке использовали стандартный присадочный материал, не учитывающий электрохимическую коррозию в паре ?основной металл – шов?. Это был классический провал из-за непонимания физико-химии процесса. Сейчас такие ошибки встречаются реже, потому что проектирование стало системным.
Современные производители, которые хотят удержаться на рынке, не просто льют металл. Они создают целые отделы по анализу отказов. Получают отработавшие инструменты от клиентов, смотрят, где именно произошёл износ, делают спектральный анализ наслоений. Это уже уровень. Например, видишь на кромке витка не просто равномерный износ, а язвины – значит, есть кавитация. Значит, нужно менять не только материал, но и угол атаки витка, или предусмотреть наплавку в этом конкретном месте более стойким сплавом. Это и есть инновация – не мировая сенсация, а точечное, но критически важное улучшение.
Роль комплексных производителей: пример Чэнду Цзитао
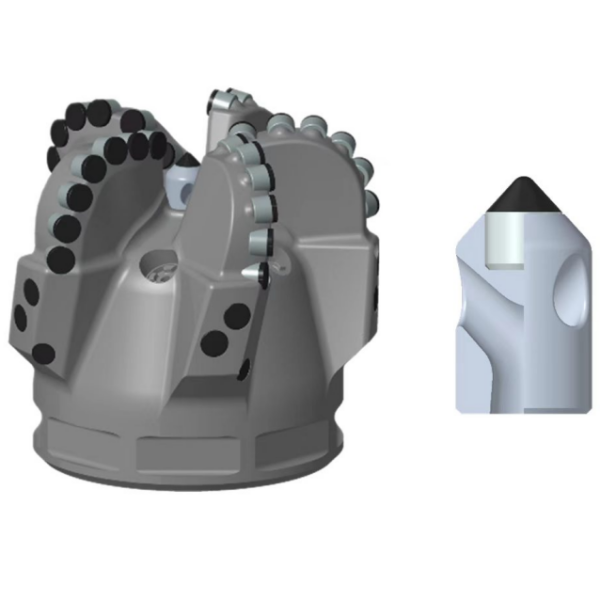
Тут важно понимать разницу между сборочным цехом и компанией с полным циклом. Когда производитель сам проектирует и сам же производит ключевые компоненты, это даёт огромную гибкость. Возьмём в качестве примера ООО Чэнду Цзитао Машиностроительное оборудование (сайт компании: jitbit.ru). Компания основана в 2011 году, и хотя её основным направлением заявлено производство нефтяных стальных буровых головок, их подход к проектированию распространяется и на смежный инструмент, включая шнековые узлы.
Что ценно в такой модели? Они не покупают стандартные трубы и не накручивают на них витки. Их проектная команда, о которой упоминается в описании компании, может с нуля рассчитать корпус шнека под конкретные нагрузки, учитывая вибрацию и усталостные напряжения, характерные для работы в вязких солевых растворах. Это не абстрактные слова. Например, при бурении в солях возможны заклинивания, резкие скачки крутящего момента. Шнек должен не только транспортировать шлам, но и выдерживать эти ударные нагрузки. Самостоятельное проектирование позволяет варьировать толщину стенки трубы, шаг и высоту витка в разных секциях одного инструмента – усилить там, где нагрузки выше.
Их несколько патентов на изобретения, скорее всего, касаются не столько революционных форм, сколько именно таких узловых улучшений – способа наплавки, конструкции соединения, профиля витка. Для конечного пользователя это значит, что инструмент проживёт не на 20%, а на 50-70% дольше в агрессивной среде. И это именно та ?инновация?, за которую платят деньги. Принципы честности и эффективности, которые декларирует компания, в этом контексте – это готовность не скрывать ограничения по применению своей продукции и оперативно дорабатывать конструкцию по итогам эксплуатации.
Практические узлы: где кроются ?подводные камни?
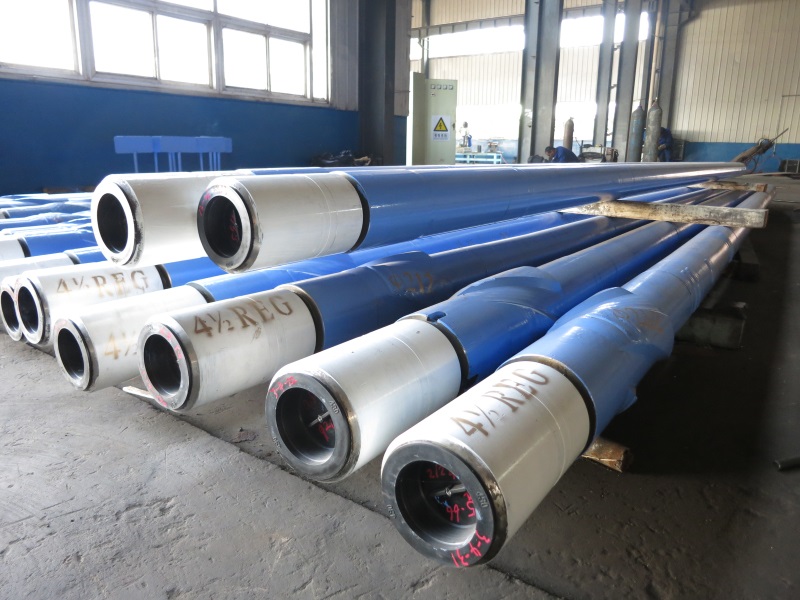
Говоря об инновациях, часто упускают из виду соединительные элементы – замки или резьбовые соединения шнековых штанг. Это ахиллесова пята многих, даже хороших, инструментов. В солевом растворе стандартные конические резьбы быстро ?закисают?, прихватываются. Разборка колонны превращается в мучение, а из-за микросколов на резьбе падает герметичность канала.
Некоторые китайские производители, идущие в ногу со временем, стали активно предлагать варианты с покрытиями резьб – не просто цинкование, а многослойные антифрикционные покрытия на основе меди или никеля. Но и это не панацея. Самое сложное – обеспечить износостойкость этого покрытия. Видел образцы, где после трёх циклов свинчивания/развинчивания в растворе с абразивом покрытие стиралось, и проблема возвращалась. Удачным решением, которое сейчас набирает обороты, является переход на резьбы с трапециевидным или отрицательным углом профиля, которые менее склонны к заклиниванию, плюс использование специальных высоковязких смазок, устойчивых к вымыванию. Но это удорожание, и не каждый заказчик готов за него платить сразу, предпочитая потом бороться с прихватами.
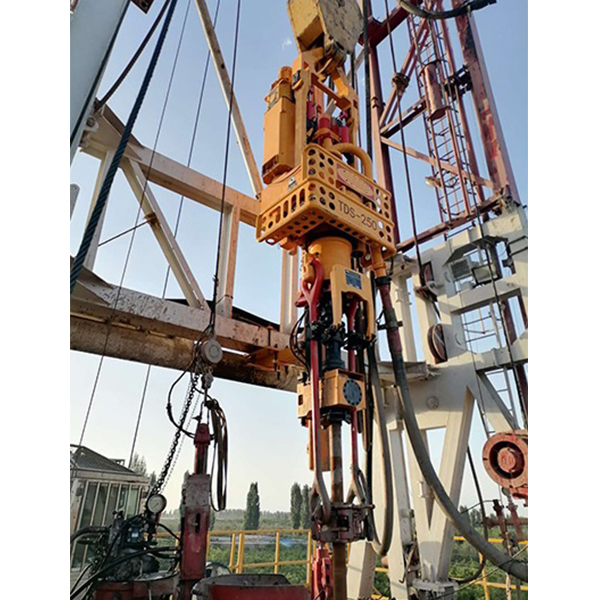
Ещё один момент – балансировка. Длинный шнековый инструмент, особенно составной, при высоких оборотах может создавать сильную вибрацию, если есть даже небольшой дисбаланс. В солевом растворе это приводит к ускоренному износу опорных втулок и самой трубы. На передовых производствах сейчас внедряют обязательную динамическую балансировку всего собранного узла перед отгрузкой. Это кажется мелочью, но на практике увеличивает ресурс подшипниковых узлов бурового агрегата в разы. Не все это делают, но те, кто делает, сразу выделяются.
Неудачи как двигатель прогресса
Нельзя говорить об инновациях, не вспомнив провалы. Один из самых показательных случаев в моей практике связан с попыткой внедрить шнеки с полимерным композитным покрытием витков. Идея была соблазнительной: полимер должен был снизить адгезию глинистого раствора, уменьшить трение и защитить металл. Заказ сделали на одном заводе в Шаньдуне, известном своими экспериментами с материалами.
Первые испытания в менее агрессивной среде прошли хорошо. Но когда инструмент попал в скважину с высокотемпературным солевым раствором (около 85°C), началась катастрофа. Полимер, оказалось, имел ограниченную термостойкость. Он не плавился, но становился мягким и начинал ?наматывать? на себя абразивные частицы породы. Фактически, витки превращались в наждачный круг, который сам себя и разрушал, плюс интенсивно изнашивал стенки обсадной колонны. Пришлось срочно поднимать инструмент. Финансовые потери были значительными, но этот опыт чётко обозначил для всех участников рынка границу применения неметаллических компонентов. Теперь при запросе на ?инновационное покрытие? первым вопросом идёт ?какова максимальная температура эксплуатации и её стабильность при циклических нагрузках??.
Такие истории – не редкость. Они закаляют рынок. Производители стали осторожнее с громкими заявлениями и больше внимания уделяют лабораторным и полевым испытаниям в условиях, максимально приближенных к реальным. Это, пожалуй, главный сдвиг – от маркетинговых инноваций к инженерно-обоснованным.
Что в итоге? Конкретика вместо лозунгов
Итак, возвращаясь к исходному вопросу. Да, китайские производители сегодня – это серьёзные игроки в нише шнековых инструментов для солевых растворов. Их сила не в фундаментальных открытиях, а в агрессивном, быстром и прагматичном инжиниринге. Они научились слушать конкретные боли клиентов (например, те же прихваты резьбы или локальный износ витка) и точечно их устранять, часто предлагая несколько вариантов решения под разный бюджет.
Ключевой фактор при выборе такого поставщика теперь – не низкая цена сама по себе, а наличие полного цикла (проектирование + производство), собственной лаборатории для тестов материалов и, что критически важно, открытости к обратной связи и готовности к совместным доработкам. Как у той же ООО Чэнду Цзитао – долгосрочные партнёрские отношения с десятками организаций строятся именно на этом.
Инновация здесь – это когда тебе присылают чертёж шнека с пометками: ?Здесь увеличили толщину стенки на 1.5 мм по данным телеметрии о вибрациях от вашего последнего заказа, а здесь изменили угол наклона витка на 2 градуса для лучшего отвода шлама в условиях вашей высокой плотности раствора?. Это уже не товар, это инструментальное решение. И это именно то, что сейчас умеют делать лучшие из китайских производителей. Остальные по-прежнему штампуют железо, но их рынок неумолимо сужается.



-


-


-


WeChat
